

一、成型工藝
玻璃瓶罐的成型過程是指一系列的動作組合(包括機(jī)械的,電控的等),在給定的編程順序重復(fù)進(jìn)行,目標(biāo)是制造一個具有預(yù)期的特定形狀的瓶罐。目前玻璃瓶罐容器的生產(chǎn)有兩個主要過程:窄小瓶口的吹吹法和用于較大口徑的瓶子和罐子使用的壓吹法。
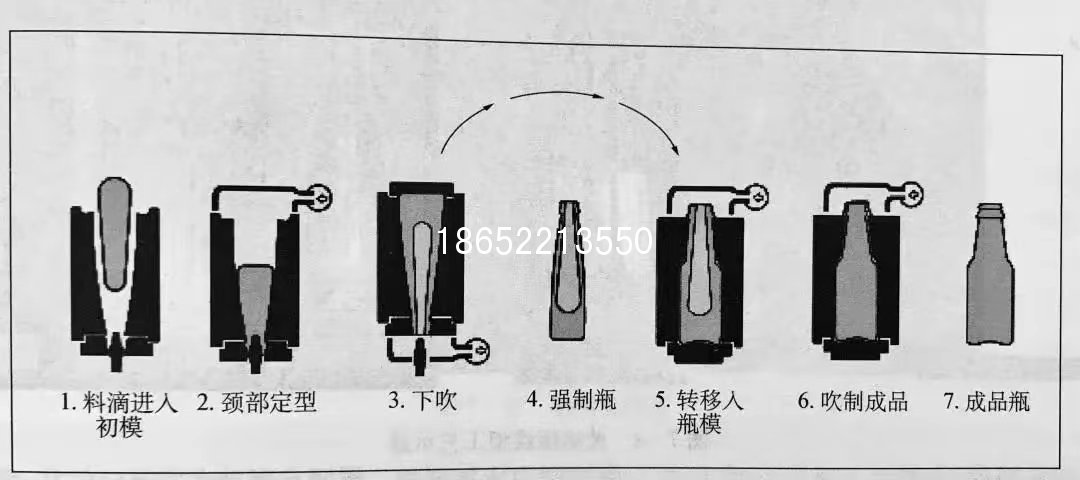
吹吹法
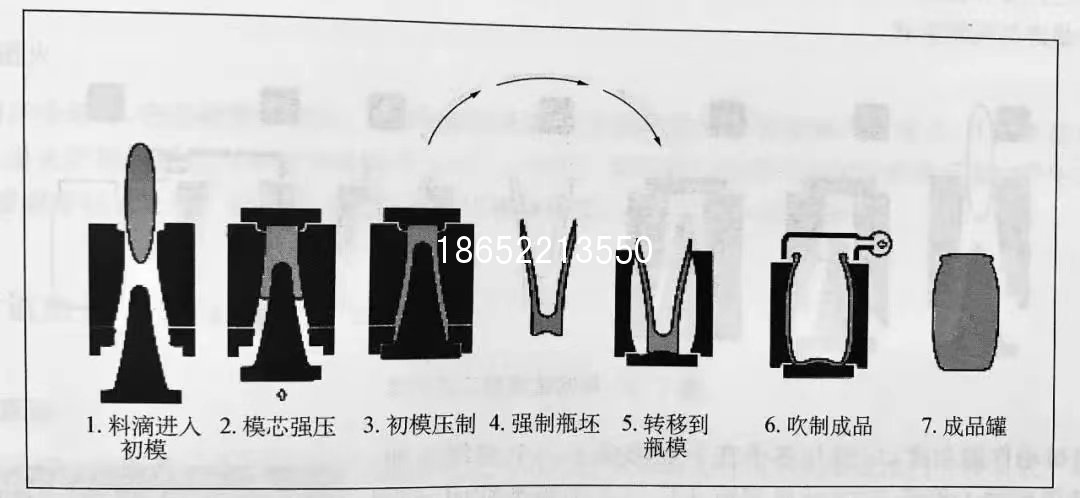
壓吹法
在這兩個成型工藝中,熔融狀態(tài)的玻璃液體,在其料溫度(1,050-1,200℃),被剪切刀片切割從而形成圓柱體狀的玻璃液滴,稱為“料滴'。料滴的重量就足以生產(chǎn)一個瓶子。這兩種工藝都是從剪切玻璃液開始,在重力作用下料滴下墜,并通過料槽和轉(zhuǎn)向槽,進(jìn)入到初模中,然后初模關(guān)緊,并由頂部的“悶頭”進(jìn)行密封。
初模成型過程
在吹吹工藝過程中,玻璃首先被從悶頭通過的壓縮氣推動下壓,使得口模處的玻璃成型;然后芯子稍微下移,從芯子位置的間隙通過的壓縮空氣從下到上擴(kuò)充擠壓玻璃填充滿初模。通過這樣的玻璃吹制,玻璃會形成中空的預(yù)制形狀,并在隨后的過程中被壓縮空氣在第二階段再次吹制以得到最終的形狀。
玻璃瓶罐的生產(chǎn)在兩個主要階段內(nèi)進(jìn)行:在第一階段形成口模模具所有的細(xì)節(jié),完成瓶口包括內(nèi)開口,但該玻璃制品的主體形狀會比其最終尺寸小得多。這種半成型的玻璃制品被稱為型坯,在下一個瞬間,它們將會被吹制成為最終的瓶罐形狀。
就機(jī)械動作的角度,口模與芯子在下面形成了一個密閉空間。在口模被填充滿了玻璃之后(撲氣完成之后),芯子稍微縮回,使得與芯子接觸的玻璃稍微軟化。然后從下往上的壓縮氣(倒吹氣)通過芯子下的間隙,形成型坯。然后悶頭上升,初模打開,翻轉(zhuǎn)臂連同口模和型坯一起翻轉(zhuǎn)到成模側(cè)。
當(dāng)翻轉(zhuǎn)臂到達(dá)成模頂上時,兩邊的成模會關(guān)閉夾緊,包住型坯。口模會稍微打開,放開型坯;然后翻轉(zhuǎn)臂會返回初模側(cè),等待下一輪動作。吹氣頭下降到成模頂部,壓縮空氣從中間灌入到型坯里面,擠壓玻璃向成型模擴(kuò)充,形成最終的瓶罐形狀。
在壓吹工藝中,型坯的形成不再是用壓縮空氣,而是通過一個較長的芯子在初模型腔的密閉空間內(nèi)擠壓玻璃而成。之后的翻轉(zhuǎn)和最終成型與吹吹法一致。之后的瓶子會被鉗瓶從成型模中鉗出,放置到有自下而上的冷卻風(fēng)的停瓶板上,等待被撥瓶輸送到退火工藝。

二、制瓶機(jī)
制瓶機(jī)是指能制作玻璃瓶罐的設(shè)備。一般來說,制瓶機(jī)包括了最基本的19個動作操作以形成一個瓶子。目前大部分的制瓶機(jī)器和機(jī)構(gòu)是由壓縮空氣驅(qū)動的(高壓 4.2巴,低壓 2.2巴),該設(shè)備是由定時器系統(tǒng)的電子控制開協(xié)調(diào)的所有動作。
制瓶機(jī)設(shè)備
最廣泛使用的制瓶機(jī)是單獨(dú)組別制瓶機(jī)(IS機(jī))。此機(jī)具有2-20相同的組別,其中每一組都包含一組完整的機(jī)構(gòu),滿足瓶罐生產(chǎn)的需要。所有的組別的料滴都是通過移動勺送入每個組,移動勺稱為料滴分配器。制瓶機(jī)可以同時做一個,兩個,三個或四個瓶子(簡稱為單,雙,三和四滴料)。時至今日甚至6滴料的制瓶機(jī)也被成功研發(fā)并投入生產(chǎn)。在多料滴的情況下,剪刀同時切割料滴,并且在同一時間落入初模中。
三、退火
玻璃在冷卻時,它會收縮并固化。不均衡的降溫和快速降溫導(dǎo)致玻璃產(chǎn)生應(yīng)力,從而使玻璃脆弱或者爆炸。退火爐的作用是加熱玻璃瓶罐至大約580℃,然后進(jìn)行緩慢冷卻來使得玻璃成型中產(chǎn)生的應(yīng)力消除,保證玻璃容器的安全。這個退火過程取決于玻璃厚度,一般在20 - 60分鐘的時間內(nèi)。




江蘇徐州明政玻璃制品有限公司 版權(quán)所有 Copyright @ 2021 網(wǎng)址: jlsmyt.com
聯(lián)系人:章總 電話:18652213550 QQ:390090989
地址:江蘇省徐州市銅山區(qū)八段玻璃工業(yè)園 蘇ICP備16055549號